מאמר מקורי | דרישות ליישום תכנון מוקדם לאיכות המוצר (APQP) : עז או ביצת זהב?
- דן רוזמן

- 15 במרץ
- זמן קריאה 9 דקות

לאחרונה גוברת הדרישה מצד לקוחות בתעשיות התעופה והבטחון ליישם תהליך מובנה לתכנון מוקדם של איכות המוצר המבוסס על התקן AS9145. יישום התקן דורש היערכות מקדימה, השקעת משאבים והבנה מעמיקה של הדרישות וכלי העבודה הנדרשים למימושו. בקיצור, מדובר באתגר משמעותי. יחד עם זאת, יישום נכון של התקן עשוי להוביל לחיסכון משמעותי בעלות הכוללת של הפרויקט ולשיפור הבשלות של המוצר ותהליך הייצור. במסגרת מאמר זה, אציג בקצרה את מקורות השיטה, שלביה השונים, האתגרים שהיא מציבה ואת היתרונות שהיא מציעה. אם וכאשר תתבקשו ליישם את דרישות התקן, תצטרכו להחליט אם להתייחס אליו כאל מכשול או כהזדמנות – עז, ביצת זהב, או אולי שילוב בין השניים.
מתעשיות הרכב לתעשיות התעופה והבטחון
במסגרת מאמר זה אתמקד באתגרים ובתועלות ביישום התהליך בארגון אבל לפני שנצלול לפירוט העקרונות, הדרישות והשלבים של התכנון המוקדם לאיכות המוצר APQP ננסה להבין את המקורות של השיטה, כיצד היא התגלגלה לתעשיות התעופה ובשנים האחרונות גם לתעשיות הביטחוניות (תרשים 1) בשנות ה-80 המוקדמות הוקמה קבוצת הפעולה של תעשיית הרכב (AIAG) אשר הקימה ועדת מומחים שהורכבה משלושת יצרני הרכב הגדולים בארה"ב: פורד, GM וקרייזלר. ועדה זו ניתחה את תהליכי הפיתוח והייצור של תעשיית הרכב בארה"ב, אירופה ובמיוחד ביפן. באותה תקופה, חברות הרכב היפניות זכו להצלחה מרשימה בשוק האמריקאי והתעשייה האמריקאית סבלה מבעיות איכות רבות. בתחילת שנות ה-90: פותחו הנחיות ל-APQP כדי לקדם עקביות ביישום הכלים והדרישות ובאמצע שנות ה-90 המדריך ל-APQP פורסם על ידי AIAG, מה שהפך את המסגרת לרשמית ומחייבת עבור הספקים. בשנת 1994 מסגרת ה-APQP שולבה בתקני איכות של התעשיה ISO/TS 16949. (בזמנו QS9000) במהלך השנים עקרונות ושיטות ה-APQP אומצו על ידי תעשיות נוספות, כולל תעשיית התעופה והאלקטרוניקה לאחר שהשיטה הוכחה כאפקטיבית לשיפור תנובות הייצור ושיפור איכות המוצרים בשרשרת האספקה. בשנת 2016 יצרני התעופה המובילים במסגרת IAQG פיתחה תקן APQP נפרד לתעשיות התעופה, חלל ובטחון AS9145.יצרניות תעופה מובילות כגון בואינג ואיירבוס שילבו את APQP בדרישות הספקים שלהם, מה שהפך אותו לחובה עבור ספקים מסוימים. קבוצה נוספת של יצרנים בתחום התעופה שעוסקים בפיתוח ויצור של מנועים לתעופה, הרחיבה ושילבה את דרישות APQP בתקן AS13100 - תקן שפותח ע"י קבוצה זו ומיועד לספקים המפתחים ומייצרים חלקי מנועי מטוסים. קבוצה זה גם פתחה מדריך ייעודי ליישום הדרישות RM13145 המפרט את אופן מימוש הדרישות עבור הספקים בתעשייה זו. בשנת 2024 משרד ההגנה האמריקאי DoD שילב את דרישות APQP במדריך Producibility and Manufacturability engineering guide והחל לשלב דרישות חוזיות בנושא זה. לסיכום אפשר לומר ש-APQP היא כנראה לא אופנה חולפת והיא כאן להישאר. בניגוד ליוזמות שיפור תהליכים שונות כגון lean Six Sigma, כאשר דרישות מתוקננות בתקן, משורשרות בחוזה ונסקרות ע"י הלקוח וגופי ההתעדה, יישום הדרישות הופך להיות חלק משגרת העבודה של הארגון, מוגדר בשיטות העבודה והנהלים בארגון ומתעדכן ומותאם למציאות המשתנה.
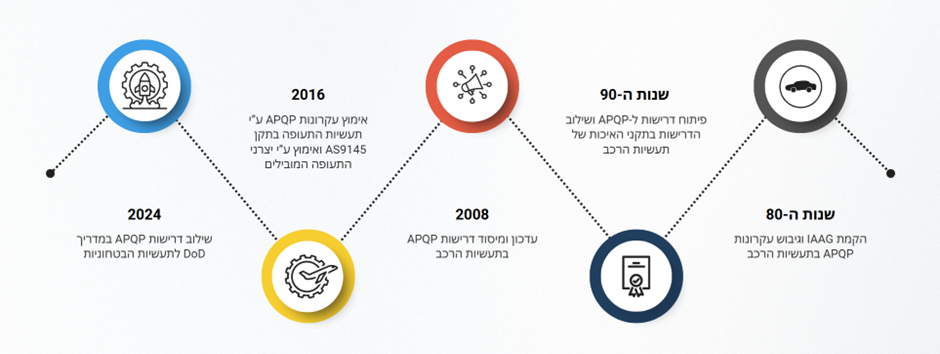
תרשים 1 – אבולוציית APQP מתעשיות הרכב לתעופה ובטחון
מה כולל התהליך
תהליך ה-APQP הוא מסע הכולל 5 שלבים, כאשר בכל שלב התקן מגדיר את התוצרים הנדרשים והפעילויות הנדרשות לביצוע, בכל שלב אנו נדרשים לוודא שכל הפעולות והתוצרים הוגדרו והושלמו לפני המעבר לשלב הבא. התקן AS9145 דורש שהפעילויות השונות יבוצעו ע"י צוות רב תחומי כך שנבטיח סנכרון מלא של תהלכי תכן המוצר, תכן התהליך וההיערכות לתהליך הייצור. אחד המרכיבים החשובים בתקן הוא רשימת התפוקות הנדרשות לצורך הגשה במסגרת אישור הלקוח להתנעת תהליך הייצור הסדרתי (PPAP)
נסקור בקצרה של חמשת שלבי APQP לפי תקן AS9145, (תרשים 2) וכן את התכולות העיקריות ותפוקות כולל תוצרי ה-PPAP המופקים בכל שלב.
שלב 1 – תכנון (Planning)
שלב התכנון הוא נקודת הפתיחה, שבה מגדירים את הבסיס לכל הפרויקט. בשלב זה “לוכדים” את דרישות הלקוח והפרויקט – מפרטי הלקוח, דרישות רגולטוריות, תקנים רלוונטיים, ולקחים שנלמדו מפרויקטים קודמים
המטרה היא ליצור תמונה מקיפה של הדרישות ולהתחיל לתכנן כיצד לממש אותן. צוות הפרויקט מגדיר את תכולת העבודה (SOW – Statement of Work) ומציב יעדים ברורים למוצר ולתהליך, כולל ביצועים, בטיחות, איכות, אמינות, זמני אספקה ועלויות ומפתח תכנית פרויקט ראשונית עם אבני דרך ולוחות זמנים. כמו כן, בשלב זה מתחילים לזהות סיכונים ודרישות מיוחדות של המוצר כולל פריטים קריטיים (CC) ומאפייני מפתח (KC) שדורשים תשומת לב מיוחדת בהמשך
תכולות עיקריות בשלב 1 כוללות: מפרט דרישות המוצר והפרויקט, רשימת יעדים ודרישות כגון בטיחות, איכות ואמינות, רשימה ראשונית של פריטים קריטיים ודרישות מיוחדות, מסמך SOW המגדיר את הפרויקט, תרשים ראשוני של מבנה המוצר (BOM ראשוני), תרשים זרימת תהליך ראשוני, ותוכנית עבודה מפורטת עם לוח זמנים לפרויקט.
התוצר המרכזי בסיום שלב זה הוא גיבוש הקונספט של המוצר ותוכנית על למימושו.
שלב 2 – תכן ופיתוח המוצר (Product Design & Development).
בשלב תכן ופיתוח המוצר, דרישות הפרויקט מתורגמות לתכן הנדסי מפורט. בשלב זה, צוות הפיתוח מפתח את המוצר בהתאם לכל הדרישות שהוגדרו, תוך התמקדות בשאלה האם המוצר עומד בדרישות והאם ניתן לייצרו בצורה יעילה ואפקטיבית. אחת הפעילויות המרכזיות בשלב זה היא ביצוע ניתוח סיכוני תכן (DFMEA), שמטרתו לזהות כשלים פוטנציאליים בתכן ולהטמיע פתרונות מניעה כבר בשלבי הפיתוח.
בנוסף, מתבצעות בדיקות היתכנות וניתוחי תכן לייצור והרכבה (DFM/A) שמבטיחות שהמוצר מתאים לייצור סדרתי. בשלב זה נבנים אבות-טיפוס או דגמי ניסוי שנבדקים בתנאי מעבדה ובתנאים המדמים את סביבת השימוש הצפויה, כדי לוודא שהמוצר עומד בדרישות ובתנאים הקיצוניים שהוא צפוי להתמודד איתם. כמו כן, נערכים סקרי תכן עם צוות הפיתוח ועם הלקוח במטרה לבחון את התכן המוצע מכל זווית ולוודא את תקפות הבחירות הטכניות לפני המעבר לשלב הבא.
תכולות מרכזיות בשלב זה כוללות: דוח DFMEA שמתעד את סיכוני התכן והצעדים שבוצעו למניעתם, עדכון רשומות התכן והמפרטים הטכניים בעקבות ממצאי הניתוח, ניתוחי תאימות לייצור (כגון ניתוח טולרנסים), הגדרת מאפיינים מפתח של המוצר (Key Characteristics) ושילובם בשרטוטים, תוכנית לבדיקות אימות ותיקוף התכן (V&V), תוצאות בדיקות אב-טיפוס, דוחות מסקנות מסקרי תכן ותוכנית להמשך פיתוח ובדיקת אבות-טיפוס נוספים, במידת הצורך.
בסיום שלב זה, תכן המוצר מאושר, והוא מוכן למעבר לשלב הבא – תכנון תהליך הייצור.
שלב 3 – תכנון ופיתוח תהליך הייצור (Process Design & Development)
לאחר פיתוח המוצר, מגיע שלב תכנון תהליך הייצור שבו מוגדר כיצד ייוצר המוצר באופן יעיל, איכותי ועקבי בהתאם לדרישות. בשלב זה, הצוות הרב תחומי מתכננים את קווי הייצור, מכינים תרשימי זרימה מפורטים לתהליך (PFD – Process Flow Diagram), ומגדירים את תחנות העבודה, הציוד והכלים הנדרשים.
במהלך התכנון מתבצע ניתוח סיכונים לתהליך (PFMEA – Process FMEA) שמטרתו לזהות נקודות קריטיות העלולות לגרום לתקלות או חריגות באיכות, וליישם פעולות מניעה בנקודות אלו. בנוסף, מגובשת תוכנית בקרה (Control Plan) המפרטת מה ייבדק, באיזו תדירות ובאילו אמצעים בכל שלב של הייצור כדי להבטיח את יציבות ואיכות התהליך.
השלב כולל גם הכנת תוכניות הדרכה והסמכה לצוות העובדים, תכנון אופטימלי של מבנה רצפת הייצור (Layout), ביצוע ניתוח כושר ייצור (Capacity Analysis) ראשוני, וכן תוכניות לאימות מערכות המדידה (MSA – Measurement System Analysis) כדי להבטיח אמינות תוצאות הבדיקות. תוכנית היערכות לייצור מוקמת, הכוללת לוחות זמנים וצעדים להכנת המפעל וציוד הייצור להתאמת קצב ההספקה לנפחים הרצויים.
תכולות אופייניות לשלב זה כוללות: תרשים זרימת תהליך (PFD) מאושר ומפורט, עיצוב סופי של מערך הייצור (Layout), תוצאות ניתוח PFMEA הכוללות סיכונים בתהליך ודרכי מניעה, תוכנית בקרה (Control Plan) מוסכמת, נהלי עבודה והוראות הפעלה לכל תחנה, תוכנית הדרכה והסמכת עובדים, דו"ח הערכת כושר ייצור המאמת שכל המשאבים והספקים עומדים בהספק הנדרש, תוכנית MSA לבדיקה ואימות ציוד המדידה, ותוצאות סקר מוכנות לייצור (Production Readiness Review) שמוודאות שכל המערך מוכן להרצת ניסיון.
בסיום שלב זה, תהליך הייצור מוגדר באופן מלא ומוכן להרצה, עם קווי ייצור שהוקמו, נהלי עבודה מגובשים ותנאים מתאימים לייצור מוצרים בתנאי אמת.
שלב 4 – תיקוף המוצר והתהליך (Product & Process Validation)
זהו השלב שבו מתבצעת הרצת הפיילוט –שמתרחש לפני תחילת ייצור סדרתי מלא. שלב התיקוף נועד להבטיח שהן המוצר והן תהליך הייצור עומדים בדרישות שנקבעו בשלבי התכנון. תחילה, מתבצע ייצור ניסיוני שבו מייצרים סדרת מוצרים ראשונה בקו הייצור החדש, בתנאים אמיתיים. במהלך ההרצה הזו מתקיימת בדיקת פריט ראשון (First Article Inspection - FAI) למוצרים הראשונים שיצאו מהקו, בהם משווים את הנתונים למפרטי התכן כדי לוודא שכל המידות והמאפיינים עומדים בדרישות.
בנוסף, נאספים נתונים כמותיים על תפקוד התהליך, כולל מדדים סטטיסטיים להערכת יציבות ויכולת התהליך (כמו מחקרי יכולת ראשוניים כגון Cpk), תוצאות מבחני MSA שמאמתים את דיוק ציוד המדידה, וניתוח עמידות הקו לקצב הייצור הדרוש ללא פגיעה באיכות. במקרה שמתגלים פערים או בעיות בתהליך או במוצר, הצוות מנתח ומבצע תיקונים נדרשים ולאחר מכן מריץ שוב הרצה כדי לוודא שהבעיות נפתרו.
מרכיב מרכזי בשלב זה הוא הכנת תיק ה-PPAP (Production Part Approval Process) – אוסף מסמכים רחב המאגד את כל ראיות האיכות של המוצר והתהליך, אשר מוגש ללקוח לצורך אישור רשמי לייצור סדרתי מלא. בשלב האימות, הצוות משלים את כל רכיבי תיק ה-PPAP, כולל דוחות FAI, תוצאות הערכת יכולת התהליך, תוכניות הבקרה המאושרות, רשימות התכן הסופיות, ניתוחי סיכונים (DFMEA/PFMEA) מעודכנים, וכל מסמך נוסף הנדרש לפי דרישות הלקוח. למעשה, תיק ה-PPAP מוכיח ללקוח שהמוצר ותהליך הייצור עומדים בדרישות ונחשבים יציבים ויעילים באופן עקבי.
קבלת אישור ה-PPAP מהלקוח (ולעיתים גם אישור לדוחות ה-FAI) מהווה את אבן הדרך הקריטית המסכמת את שלב זה ומאפשרת מעבר לייצור סדרתי מלא.
תכולות אופייניות לשלב זה כוללות: חלקים שיוצרו בתנאי ייצור אמיתי לצורך בדיקות, דוח FAI מאושר, ניתוחי יכולת תהליך ראשוניים (לדוגמה: Cp/Cpk), תוצאות כיול ובקרת ציוד מדידה (MSA), תיק PPAP מלא הכולל את כל מסמכי האיכות הנדרשים (DFMEA, PFMEA, Control Plan סופי, רשימת חלקים סופית, דוחות בדיקה ועוד), וטופס אישור חתום על-ידי הלקוח.
בסיום שלב זה, המוצר והתהליך מוכיחים את עצמם – יש אישור שהמוצר עומד בדרישות, ותהליך הייצור יכול לייצר אותו באופן יציב וקבוע בכמות הנדרשת.
שלב 5 – ייצור סדרתי ושירות (On-going Production & Service)
עם סיום שלבי התכנון, הפיתוח והתיקוף, מגיעים לשלב הייצור הסדרתי. אך עבודת האיכות אינה מסתיימת בשלב זה. שלב 5 מתמקד במעקב מתמשך ושיפור לאורך כל חיי המוצר. כעת, מתבצעת השוואה בין ביצועי התהליך והמוצר בפועל לבין היעדים שהוגדרו בשלב 1, תוך ניטור מדדים כגון איכות המוצר (למשל שיעור הדחיות או מדד PPM), יציבות התהליך (כמו מדדי יכולת דוגמת Cpk), עמידה בלוחות זמנים ובקצב הייצור (On-Time Delivery וניצולת Capacity).
בנוסף, מתבצע מעקב אחר ביצועי המוצר אצל הלקוח, הכולל אמינות בשימוש לאורך זמן, תקלות במסגרת אחריות, ויעילות תחזוקה ושירות (MRO) במידת הצורך. כל חריגה או הזדמנות לשיפור מזוהה ומטופלת במסגרת פעולות לשיפור מתמיד, הכוללות הפחתת שונות בתהליך, שיפור נקודות תורפה ושדרוג איכות כדי להתקרב יותר ליעדים. שלב זה כולל גם תחקור לקחים והטמעתם, דרך עדכון מסמכי התכן והסיכון (כגון FMEA ו-Control Plan) בהתאם לתובנות שנצברו, לשימוש בפרויקטים עתידיים.
בסיום חיי הפרויקט נערך סיכום המתעד את הצלחת המוצר, עמידתו ביעדים והמלצות לשיפור בפרויקטים עתידיים. תכולות אופייניות לשלב זה כוללות:
· מדדי איכות ויכולת מהמוצר הסדרתי (כגון Cpk, PPM, ותלונות לקוח) לאורך זמן
· מדדי ביצוע תהליכים (KPI) של עמידה בזמנים והספקי ייצור
· דוחות אמינות ותפקוד המוצר בשטח (כולל ניתוח תקלות שירות ואחריות)
· תוכניות פעולה לשיפור תחומים בהם זוהו פערים (כגון שיפור קווי ייצור לצורך העלאת OEE או תוכנית לשיפור זמני אספקה)
· רשימת לקחים והמלצות לפרויקטים עתידיים
· עדכונים למסמכי FMEA ותוכניות הבקרה בהתבסס על מה שנלמד בפועל
שלב זה נמשך לאורך כל חיי המוצר, כאשר צוותי ההנדסה והאיכות פועלים לשימור רמת האיכות, עמידה בדרישות, וזיהוי הזדמנויות לשיפור מתמיד.

תרשים 2 – חמשת השלבים בתהליך APQP
אתגרים מרכזיים במימוש הדרישות
לאחר שסקרנו בקצרה את השלבים השונים בתהליך, נפרט את האתגרים המרכזיים שאיתם מתמודדים ספקים בתעשיית התעופה והתעשיות הביטחוניות הנדרשות לממש את התקן :
תכנון מוקדם לא מספקרבים מהספקים מתייחסים להכנת מסמכי PPAP כאל משימה שנעשית בדיעבד (בדומה להתייחסות לתהליך ה-FAI) במקום לשלב את תהליכי APQP ו-PPAP כבר מתחילת פיתוח המוצר.
מורכבות וכמות הדרישותהתקן AS9145דורש סט נרחב של מסמכים ותוצרים לאורך חמישה שלבים של התהליך כולל ניתוחי סיכונים, תוכניות בקרה, FMEA, ניתוחי מערכות מדידה ועוד. ניהול ואיסוף כל החומרים הללו, במיוחד עבור ספקים חדשים לתקן, מהווה אתגר משמעותי.
חוסר הבנה ובעלות על התהליךלעיתים ספקים מגישים חבילות PPAP מבלי להבין לעומק את הדרישות או בלי לקחת אחריות מלאה על התהליך. במקום לזהות ולטפל בבעיות בארגון, הם ממתינים להערות מהלקוח (OEM)
פערי ידע וצורך בהכשרותהמעבר ל-AS9145 חושף לעיתים פערי ידע אצל הספק. יישום הכלים הנדרשים ב-APQP ו-PPAP דורש השקעה בהכשרות ושינוי תרבותי בארגון.
תקנים משתנים
תקני ניהול האיכות ודרישות הלקוח מתעדכנים עם השנים, חלק מהדרישות משפיעות גם על פרויקטים קיימים, הספקים נדרשים להישאר מעודכנים בדרישות ולוודא עמידה רציפה, דבר שדורש משאבים.
ניהול הדרישות בשרשרת האספקהספקים הנדרשים לממש את דרישות AS9145 מחויבים לבחון את הדרישות לשרשור התקן גם לספקי המשנה. לעיתים תהליך השרשור לספקי המשנה מהווה אתגר משמעותי בעיקר מול ספקים שאינם מכירים את הדרישות.
מגבלות משאביםספקים קטנים במיוחד מתקשים לעיתים לעמוד בעומס העבודה והדרישות הנוספות של התקן, כולל הצורך בכוח אדם מיומן וכלים ממוחשבים לניהול המידע.
שילוב עם מערכות קיימותספקים המורגלים לעבוד עם דרישות בסיסיות כמו FAI מתקשים לעיתים להטמיע את דרישות AS9145 הרחבות יותר שה-FAI מהווה מרכיב אחד קטן מתוכן.
תקשורת ושיתוף פעולהיישום מוצלח של AS9145 מחייב תקשורת יעילה בין כל הגורמים המעורבים – החל מלקוחות ולקוחות סופיים ועד לספקים בכל הדרגים וצוותי הארגון. תקשורת לקויה עשויה להביא לפירוש שגוי של הדרישות ולאי עמידה בתקן. אתגר מרכזי בתקשורת מתעורר כאשר גוף התכן אינו חלק מהארגון המיישם, מה שדורש שיתוף פעולה הדוק ותיאום מתמשך עם הלקוח או סמכות התכן הרלוונטית.
יתרונות מרכזיים ביישום APQP לפי AS9145
יישום מתודולוגיית APQP באמצעות AS9145 מעניק מספר יתרונות משמעותיים לארגונים בתעשיות התעופה והביטחון:
הפחתת כשלים פנימיים ותלונות לקוח
יישום APQP מאפשר זיהוי מוקדם של סיכונים ואופני כשל בתהליכי הפיתוח והייצור, מה שמוביל לירידה בכשלים פנימיים בתלונות לקוח כך משתפרת האיכות הכוללת של המוצר ונחסכות עלויות תיקון יקרות
שיפור בתיאום בין פונקציות ארגוניות וספקים
המתודולוגיה מחייבת שיתוף פעולה הדוק בין גוף הפיתוח, הנדסה, איכות, ייצור, רכש וספקים. הדבר מוביל לתיאום טוב יותר של הצוותים, צמצום אי-הבנות, והגברת השקיפות לאורך מחזור חיי המוצר
קיצור זמני פיתוח והאצה באישור חלקים
באמצעות תכנון מוקדם לאיכות המוצר, ניתן לצפות בעיות מראש ולאשר את תהליך הייצור כבר בשלבים מוקדמים. באופן זה ניתן לקצר את משך הזמן הנדרש למעבר מפיתוח לייצור והזמן הנדרש לאישור קו הייצור.
שיפור עקביות ואחידות באיכות
התקן דורש שימוש בכלים כגון PFMEA, תוכנית בקרה, ניתוח יכולת תהליך (CPK), וניתוח מדידות (MSA) כלים אלו מבטיחים עקביות בתהליכים ובתוצרים, גם בתוך הארגון וגם בין ספקים שונים
עמידה בדרישות לקוחות ורגולציה
AS9145 משתלב עם תקנים נוספים כמו AS9100, AS9102 ו-AS9103, ומספק מסגרת אחידה שמקלה על עמידה בדרישות הלקוחות. הדבר חשוב במיוחד בפרויקטים ביטחוניים וקריטיים בהם נדרשת עמידה בתקנים הנ"ל.
תרבות איכות ומצוינות תפעולית
הטמעת APQP מעודדת תרבות של שיפור מתמיד, ניתוח שיטתי של כשלים, והפקת לקחים. זהו שינוי תרבותי שמוביל לאורך זמן לעלייה באיכות, באמינות ובביצועים העסקיים.
סיכום
בעידן שבו הדרישות רק הולכות ומעמיקות, הטמעת APQP באמצעות תקן AS9145 מעניקה לארגוני התעופה והביטחון יכולת להתמודד עם אתגרי האיכות בצורה מקדימה ומובנית. חמשת שלבי העבודה – תכנון מוקדם, תכן המוצר, תהליך הייצור, תיקוף המערכות והמעבר לייצור סדרתי – משמשים כמפת דרכים להבטחת איכות בכל שלב ושלב. במקום לסמוך על מזל או לטפל בתקלות ברגע האחרון, הארגון מאמץ גישה שיטתית ומבוקרת, המבטיחה שמוצריו יהיו אמינים, יעמדו בדרישות הלקוח, ויעברו את כל שלבי הייצור בהצלחה. גישה פרואקטיבית זו מובילה לשיפור ניכר באיכות המוצרים ובשביעות הרצון של הלקוחות. כפי שאמר אחד ממובילי תחום האיכות: "האיכות לעולם אינה מקרית; היא תמיד תוצאה של תכנון מוקפד ומכוון" – ו-APQP הוא הכלי המרכזי שמאפשר לתכנון זה להפוך למציאות בשטח.



תגובות