מאמר מקורי | מאפייני מפתח – פותחים את הדלת לשיפור ביצועים
- דן רוזמן

- 15 במרץ
- זמן קריאה 5 דקות
הדרישות החדשות של התקן AS9103 – ניהול השונות של מאפייני מפתח

כבר בשנות ה-20 של המאה שעברה זיהה ולטר שיוהרט את החשיבות של ניהול השונות (Variations) בתהליכי הייצור לצורך השגת איכות המוצר. שיוהרט גם הבחין במקורות לשונות וחילק אותם לסיבות אופייניות – ה"רעש" שקיים בכל תהליך וסיבות מיוחדות הכוללות את התקלות והכשלים במימוש התהליך. חוסר היכולת להבחין במקור השונות יכול למנוע מהארגון את היכולת להגדיר תהליכים שיבטיחו את איכות המוצר.
בשנות ה-50 אימץ תלמידו אדוארד דמינג את עקרונות הבקרה הסטטיסיטת של שיוהרט, הרחיב אותם והוסיף את עקרונות בקרת השונות לבסיס הידע שנדרש על מנת להטמיע את אסטרטגיית ניהול איכות כולל (TQM)
בשנות ה-80 פותחה גישת שש סיגמא ע"י ביל סמית, מהנדס במחלקת התקשורת של מוטורולה על בסיס הגישה של ולטר שיוהרט וההרחבות של אדוארד דמינג. הגישה שהתפתחה לתרבות עבודה במוטורולה, נחלה הצלחה מרובה ואף התפשטה לתעשיות נוספות כגון תעשיות הרפואה, שירותים, תעשיות הרכב ותעשיות התעופה, חלל ובטחון.
שיטת שש סיגמא מתמקדת בבחינת המקורות לשונות בתהליכים השונים בארגון ופועלת להקטנת השונות על מנת לשפר את איכות וביצועי התהליכים באמצעות שימוש בכלים סטטיסטים. יישום עקרונות השיטה מתוארים במעגל הכולל חמישה שלבים :
1. הגדר – הגדרת ההזדמנות או הדרישה על ידי צוות רב תחומי וקבלת אישור ההנהלה לתוכנית
2. מדוד – מיפוי התהליך, איסוף נתונים מול הבעיה / ההזמנות שהוגדרה
3. נתח – ניתוח הנתונים ואיתור קשרים (סיבה – תוצאה) וזיהוי סיבות שורש
4. שפר – יצירת פתרונות, הערכת הפתרונות, ניסוי בהטמעת הפתרון, הכנת תוכנית יישום
5. יישם – בקרה על תהליך יישום הפתרונות ,מעקב אחר מדדי תהליך ובחינת אפקטיביות הפתרונות.
בקרת התהליכים הסטטיסטית חדרה לתעשיות הרכב בשנות ה-80 ושולבה בתקני האיכות וכלי הליבה של התעשיה כגון SPC ,MSA, IATF 16949, APQP ועדיין בשימוש נרחב בתעשיית הרכב כיום, כמו גם במגזרים אחרים הדורשים רמות גבוהות של איכות ואמינות.
בשנת 2001 תעשיות התעופה חלל והביטחון, אימצו את עקרונות בקרת השונות במסגרת הדרישה לניהול מאפייני מפתח שהוגדרו בתקן המשלים AS9103. תקן זה, שעבר עדכון משמעותי באוגוסט 2022 מגדיר את הדרישות לניהול השונות של מאפייני מפתח (KC) בשרשרת האספקה של תעשיות התעופה, חלל וביטחון.
המהדורה החדשה של התקן AS9103 הורחבה באופן משמעותי ביחס למהדורה הקודמת ויוצרת חיבור ישיר בין תהליכי התכנון המתקדם לאיכות המוצר (APQP) לתהליכי ניהול השונות, וממחישה את חשיבות בקרת השונות במסגרת תהליכי התכנון. התקן החדש כולל סל רחב של הגדרות המסייעות להבנה ויישום דרישות התקן וכוללות גם את ההגדרה המקורית של שיוהרט לסיבות רגילות וסיבות מיוחדות לשונות בתהליך :
סיבות אופייניות ((Common Cause : הסיבות אופייניות מיוחסות לשונות הרגילה של התהליך הנגרמות בגלל תופעות רגילות אשר באות לידי ביטוי בערכים שאינם קיצוניים לדוגמה : השונות הנגרמת ע"י תכן, נהלים או ציוד לקוי, תנאי עבודה ירודים, חומרי גלם לא אחידים, טעויות מדידה, הכשרה לא מספקת וכו'.
סיבות מיוחדות (Special Cause / Assignable Cause): שונות המאופיינת בתופעות בלתי צפויות בתהליכים השונים שלא ניתנות לחיזוי סטטיסטי כגון בקרים פגומים, כשל במכונות, קריסת מערכות מחשוב, חומר לא תקין, חוסר מודעות וכו'
החשיבות בהבנת מקורות השונות חשובה לצורך בחירת הבקרות, וניתוח ביצועי התהליכים הנדרשים בפרק איסוף וניטור ביצועי התהליך.
לצורך מימוש תהליכי הבקרה על מאפייני המפתח מגדיר התקן מודל המורכב משבעה שלבי תהליך, החל מהגדרת מאפייני המפתח (KC) הקשורים למוצר ולתהליך, שהשליטה בהם מושגת באמצעות ניהול השונות של מאפייני המפתח ומסתיים בניטור ביצועי תהליכי הייצור. מודל תהליך זה יותאם לצרכים בהתאם למקרה (מוצר חדש, העברת מקום ייצור, תהליך שיפור וכו') ניתן גם לשלב את המודל במסגרת תהליכי תכנון מתקדם לאיכות המוצר (APQP) בהתאם לדרישות תקן AS9145
להלן תיאור תמציתי של שבעת השלבים המוגדרים בתקן AS9103(ראו תרשים 1), המהווים הרחבה של מודל חמשת השלבים של שש סיגמא :
שלב 1 – סקירת דרישות הלקוח וזיהוי מאפייני המפתח : במסגרת שלב זה היצרן נדרש באמצעות צוות רב תחומי (תוכניות, הנדסה, ייצור, רכש, איכות וכו') לסקור את מסמכי הלקוח ולזהות את מאפייני המפתח. מסמכי הלקוח יכולים לכלול – שרטוטים, מפרטים, תקנים וכו'. התקן מציין בנוסף שהצוות נדרש להכיר את התהליכים ולהבין את השפעת השונות על ביצועי התהליכים והמוצר.
לאחר שזוהו מאפייני המפתח שהוגדרו ע"י הלקוח, נדרש הצוות באמצעות תהליך ניהול סיכונים לזהות מאפייני מפתח תהליכיים (Process KC). המקורות האפשריים לזיהוי מאפייני המפתח התהליכיים יכולים לכלול : לקחי עבר, ניתוחים סטטיסטיים, ותרשימי זרימה הכוללים את נקודות הבקרה בתהליך. בנוסף, במקרים מסוימים נדרש להגדיר מאפייני מפתח תחליפיים למוצר (substitute KCs) כאשר הלקוח לא הגדיר מאפייני מפתח אך הם נדרשים לצורך יציבות התהליך או כאשר נדרש לייצב תהליך לתכונות המיוצרות על ידי קבלן משנה. שיקולים לבחירת מאפייני מפתח תחליפיים יכולים לכלול לקחים מתלונות לקוח, יכולות ייצור, אורך חיי המוצר וכו'.
לאחר זיהוי כלל מאפייני המפתח (מוצר, תהליכי ותחליפי) נדרש היצרן להכין רשימת מאפייני מפתח הכוללת את פרטי המוצר, התכונה, מספר ייחודי לאופיין המפתח והשלב בתהליך בו האופיין ייבדק. הרשימה המאושרת תועבר לגורם האחראי (process KC owner) לצורך בקרת השונות.
שלב 2 – הגדרת התוכנית להבטחת יכולת התהליך : לאחר שזיהינו ומיפינו את מאפייני המפתח אנו נדרשים להגדיר תוכנית בקרה (Control Plan) לתמיכה בתהליכי הניטור של תהליכי הייצור. התקן גם מגדיר בצורה נרחבת את המידע הנדרש במסגרת תוכנית הבקרה בפרק השישי של התקן. הצעד הבא במסגרת התוכנית הינו הגדרת תרשים זרימה לתהליך הייצור (PFD) עבור כל חלק או משפחה של חלקים ויכלול זיהוי ברור של השלבים המשפיעים על התכונות שהוגדרו כמאפייני מפתח. בשלב זה נדרש בנוסף לזהות את מקורות השונות שזוהו ולבצע תהליך מעמיק לזיהוי סיכונים בתהליכי הייצור הדורשים שילוב את מאפייני תהליכיים נוספים.
תכנון תהליך הייצור הינו הצעד הבא במסגרת התוכנית אשר מתבסס על תרשים הזרימה לתהליך. תהליך הייצור יתבסס על ניהול הסיכונים, כאשר קיימת סבירות או חומרה גבוה לכשל פוטנציאלי נדרש היצרן להגדיר תוכנית לצמצום הסיכון או להרחיב את הבקרות הישימות. בנוסף נדרש ע"י היצרן להגדיר הנחיות בהתאם לתוצאות ניתוח יכולות המדידה (MSA) של התכונות הנמדדות.
שלב 3 – הפעלת התהליך לניסוי לצורך איסוף נתונים : במסגרת שלב זה מופעל תהליך הייצור באופן ניסיוני ונאסף מידע בהתאם לתוכנית איסוף המידע שהוגדרה. היצרן יקבע את סוג התרשים הנדרש לאיסוף המידע וכן את ההנחיות לאיסוף (מי, מתי, איפה, תדירות וכמות המידע שייאסף)
תהליך הייצור לריצת הניסוי יתבסס על ההנחיות, השרטוטים , הציוד והכלים שהוגדרו לתהליך הייצור הסדרתי. במידה והייצור הראשוני הינו חלק מהייצור הסדרתי יבוצע FAI במסגרת זו. במסגרת שלב זה נדרש בנוסף להשלים את ניתוח יכולות המדידה (MSA) על מנת להבטיח שכלי המדידה שנבחרו מתאימים לביצוע המדידות בפועל.
שלב 4 – ניתח המידע : במסגרת שלב זה היצרן ינתח את התוצאות שנאספו ויקבע האם התהליך יציב. במידה והתהליך יציב יחושב מדד יכולת התהליך (Cp, Cpk) . במידה והתהליך לא יציב, יש לזהות את הסיבות ומקורות השונות ולהגדיר תוכנית לטיפול/שיפור התהליך. בסיום שלב זה תעודכן תוכנית הבקרה בהתאם
שלב 5 – נקיטת פעולות מול ניתוח ביצועי התהליך : במסגרת שלב זה היצרן נדרש לניטור ביצועי התהליך ונקיטת פעילות בהתאם לתוכנית התגובה (Reaction Plan) שהוגדרה בתוכנית הבקרה ואפקטיביות הפעולות המתקנות שננקטו תבחן, הנחיות לתוכנית תגובה מפורטות בנספח C של התקן. במקרים בהם התהליך יצא ממסגרת הבקרה, תבוצע בחינה מחודשת יכולות מערכת המדידה ובמידה ונמצאה תקינה יבחנו מאפייני התהליך לזיהוי מקורות השונות.
שלב 6 – המשך בקרת התהליך : בשלב זה היצרן ימשיך בפעולות הניטור והבקרה שנקבעו לתהליך במסגרת תוכנית הבקרה. במידה ויכולת התהליך נשמרת תמשך פעולות הבקרה שיבטיחו את יכולת (Capability) ואת יציבות התהליך (Stability) . במידת הצורך ניתן לעדכן את רשימת אופייני המפתח (כולל הפחתה של אופייני מפתח תחליפיים או תהליכים במידת הצורך) במידה ונדרש לבצע שינויים בתהליך הייצור יש לפעול בהתאם להנחיות שלב 7
שלב 7 – ניהול שינויים בתהליך הייצור : בשלב זה נדרש היצרן לתכנן ולנהל שינויים בתהליכי הייצור. יישום השינוי בפועל יבוצע בהתאם לשלבים 1 עד 5 המשפיעים על מאפייני המפתח. במידת הצורך יבוצע עדכון לתוכנית הבקרה.
לסיכום – החשיבות של ניהול השונות בתהליכי הייצור זוהתה כבר לפני יותר ממאה שנים על ידי חלוצי תורות ניהול האיכות ואף הוטמעה בגישות ניהול שונות במהלך השנים. בפועל, ארגונים רבים בימנו לא מודעים לחשיבות הנושא ומתייחסים אליו רק כאשר קיימת דרישת לקוח במסגרת החוזה. תעשיות יצרני הרכב הפנימו כבר בשנות השמונים של המאה שעברה כי שליטה ביכולות התהליך היא בסיס להצלחת הארגון ודאגו להטמיע את הדרישות במסגרת תקני ניהול האיכות וכלי הליבה לשיפור האיכות. תעשיות התעופה, בטחון וחלל החלו להטמיע את הדרישות לניהול השונות בתהליכי הייצור דרך הגדרת מאפייני מפתח בתקן ניהול האיכות AS9100 ובתקן המשלים AS9103 שעבר עדכון משמעותי בשנת 2022 ומציג גישה מקיפה ליישום התהליכים הנדרשים לניהול השונות. התקן AS9103 אמנם נכתב על ידי ועבור תעשיות התעופה, חלל ובטחון אך מומלץ בחום ליישום בכל ארגון המעוניין בתהליך רובסטי לניהול אופייני מפתח.
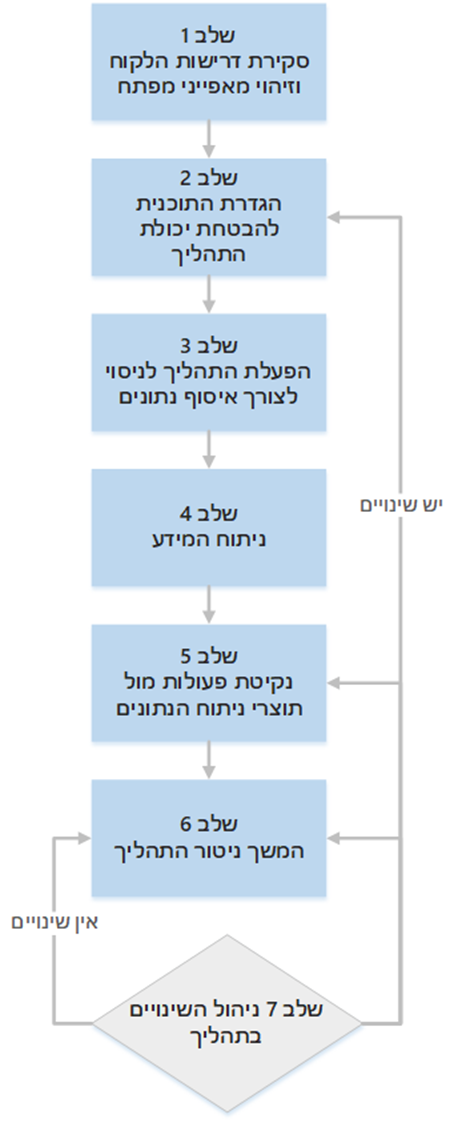
תרשים 1 – מודל התהליך לניהול השונות של מאפייני מפתח בהתאם לדרישות תקן AS9103B
מאמר זה פורסם בביטאון מספר 66 של האיגוד הישראלי לאיכות



תגובות